Advanced Tab
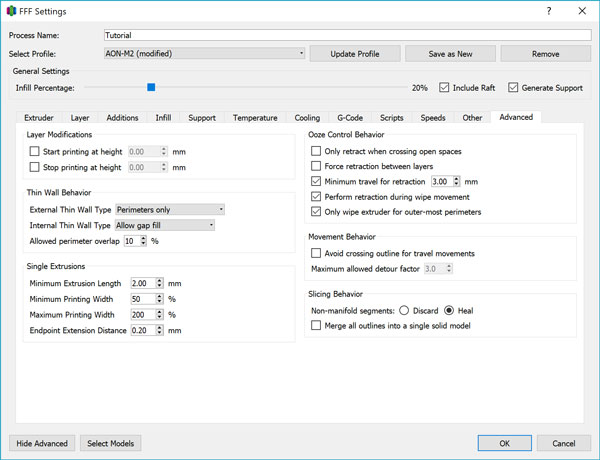
Layer Modifications
When setting up a multi-process print, you can use this setting to delineate where one process ends and the next begins.
Thin Wall Behavior
Thin walls are defined as features which are too small for the default extrusion width to print successfully. Simplify3D® will attempt to automatically detect such features and optionally apply special single-extrusion behavior.
Proper application of this feature is highly dependent on the part geometry and machine setup, so no specific guidelines are given.
External Thin Wall Type
External thin walls refer to a thin wall feature in the model itself.
Internal Thin Wall Type
Internal thin walls refer to a small gap within a perimeter loop which may not be easily filled with regular infill behavior.
Allowed Perimeter Overlap
This feature allows you to specify that perimeter outlines overlap with each other to avoid gap fill or single extrusion fill if preferable.
Single Extrusions
Single extrusions are single lines used to fill gaps in internal walls, or to create thin external walls, if selected under Thin Wall Behavior.
Minimum Extrusion Length
If a calculated single extrusion pass is shorter than this value, Simplify3D® will ignore it entirely and leave a gap.
Minimum Printing Width
Specifies the lower bound of how thin a single pass extrusion width can be. This value is a percentage of the Extrusion Width value in the Extruder tab.
Maxmium Printing Width
Specifies the upper bound of how thin a single pass extrusion width can be. This value is a percentage of the Extrusion Width value in the Extruder tab.
Endpoint Extension Distance
When printing single extrusion passes, this value extends the extrusion toolpath beyond what is geometrically accurate to allow the single pass to connect to remain connected to the rest of the part.
Ooze Control Behavior
These settings affect the ooze control behavior of both toolheads, and are applied to both on top of the settings specified in the Extruder tab.
Only Retract When Crossing Open Spaces
Limits retractions to cases where the toolhead will travel over open space, not over the part. Keep this disabled at all times.
Force Retraction Between Layers
Adds a retraction between every layer, regardless of other settings. Keep this disabled at all times.
Minimum Travel for Retraction
Specifies a minimum travel distance between active extrusion to perform a retraction move. It is recommended to keep this enabled at a value between 3 and 5mm at all times.
Perform Retraction During Wipe Movement
If checked, the retraction will be performed during the wipe movement (if enabled). Otherwise, it will be performed while the toolhead is stationary and will likely cause blobbing. It is recommended to keep this enabled at all times.
Only Wipe Extruder for Outer-most Perimeters
Specifies the wipe movement on perimeters. If checked, a wipe will be performed only on the outer-most perimeter. Otherwise, the nozzle will wipe at the end of every perimeter line. It is recommended to keep this enabled at all times.
Movement Behavior
Keep this feature disabled at all times.
Slicing Behavior
If the STL model has errors, Simplify3D® will attempt to either merge and heal the offending segments, or ignore it altogether.
Generally keeping this setting to “Heal” and disabling the Merge Outlines options is good practice.
Best practice however would entail actually fixing the model.