Speeds Tab
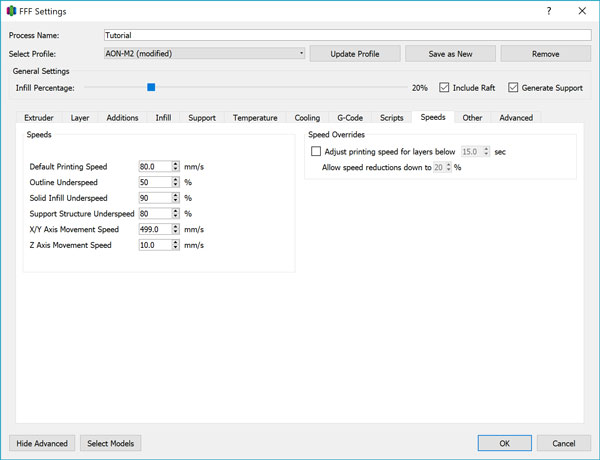
Default Printing Speed
This sets the default speed for printing movements. The optimal value here depends on your model geometry and material selection.
Outline Underspeed
This value overrides the Default Printing Speed value when printing the perimeter. Printing the perimeter slower gives a better surface finish.
While this value is given in terms of percentage, you should target a perimeter printing speed of 30-40mm/s and adjust this value accordingly depending on what your Default Printing Speed value is.
Solid Infill Underspeed
This value overrides the Default Printing Speed when printing the top and bottom layers. Once again this value is given in terms of percentage - you should aim for a calculated value of approximately 50mm/s or less depending on the material.
Support Structure Underspeed
This value overrides the Default Printing Speed when printing support structures. Depending on how your supports are configured, attempting to print them too quickly can topple your supports in the worst case. The target value is highly case-specific.
X/Y Axis Movement Speed
This sets the default speed for non-printing, travel movements in the XY axes. Keep this at 499mm/s.
Z Axis Movement Speed
This sets the default speed for non-printing, travel movements in the Z axis. Keep this at 10mm/s.
Speed Overrides
When printing layers with a small cross section for example, print speeds that are too high can cause overheating in the part. This feature of Simplify3D® provides a way to selectively override the overall print speeds when it detects that a single layer will print in a short amount of time - and by extension, should be slowed down.
The ideal values for this is highly case-specific.