Infinite Material Solutions AquaSys® 120
Infinite Material Solutions AquaSys® 120 is an amorphous water-soluble filament used as a support material in conjunction with engineering thermoplastics. Relatively fast dissolution rates allow for easy support removal when submerged in standard tap water at temperatures up to 70 to 80 degrees Celsius.
Offering great thermal stability and robust adhesion characteristics, AquaSys® 120 is compatible with the following filaments as a soluble support material:
Printing Difficulty: Intermediate
AquaSys® 120 can be purchased from AON3D directly by contacting help@aon3d.com.
- Moisture Control
- Build Platform Adhesion
- General Process Settings
- Post-Processing
- Technical Specifications
- Troubleshooting & Best Practice
Moisture Control
AquaSys® 120 is susceptible to moisture uptake. Extreme oozing and stringing may occur if it has been hydrated, see the Stringing section for more information.
The filament can be dried in a convection oven at 70 to 80ºC for at least 8 hours before processing and fed from a low humidity environment. When not in use, store in a sealed package or container with silica desiccant to inhibit moisture absorption. Properly dry the material before adjusting process parameters to obtain reliable and consistent results. Our filament dry storage and feed system setup prevents filament moisture uptake to keep the material printing process free of moisture, contact help@aon3d.com for more information.
For more information, see the Filament Drying and Moisture Control guide.
AquaSys® 120 absorbs moisture at a relatively slow rate but requires a lot of time to dry. The dried material can be left in a sealed container for extended periods without showing loss of printing performance.
Build Platform Adhesion
For instructions on how to inspect the AON3D build plates, refer to the Inspect and Clean Build Plates procedure.
Garolite G-10
AquaSys® 120 prints best on the Garolite G-10 build sheet due to strong adhesion behavior while at recommended bed temperatures and clean removal once the build sheet is cooled down. The G-10 surface is sensitive to Z offset calibration and scratches or scuffs on the surface. For the best results, use a lower first layer speed, a higher the first layer extrusion temperature, and remove the parts gently after prints are complete to minimize damage on the build surface. |
PEI
AquaSys® 120 prints well on the PEI build sheet, with very good adhesion to the sheet without special settings. The PEI build sheet is sensitive to Z calibration. If the bed-to-nozzle distance is too large, part warping may occur. AquaSys® 120 benefits from a smaller bed-to-nozzle distance than usual, although it is more important to ensure the offset matches the other tool to successfully support the model. |
CF-PEEK
AquaSys® 120 can also be printed on the CF-PEEK composite plate although more care is needed to ensure good first layer adhesion. To successfully print AquaSys® 120 on the CF-PEEK composite plate, reduce the First Layer Speed and increase the extrusion temperature for the first layer. Increase the First Layer Height and First Layer Width above 120%.
High-Temperature Build Plate
AquaSys® 120 prints best on the High-Temperature Build Plate. Avoid placing less stable support structures over the bolt holes when using the High-Temperature Build Plate.
High-Temperature Build Plate
AquaSys® 120 prints best on the High-Temperature Build Plate. Avoid placing less stable support structures over the bolt holes when using the High-Temperature Build Plate.
General Process Settings
For best results, process settings should be adjusted based on model geometry. If you require process development support, our Applications Engineering team can help! Send us a message at help@aon3d.com to consult with one of our Additive Manufacturing Specialists.
A filament feed path upgrade kit is available to purchase. This upgrade lowers the friction between the filament and the PTFE tube allowing the material to freely move to the extruder. It also increases the bending radii of the feed path, reducing the risk of filament breaking inside the feed tube. Note that it is already included in machine serial starting from 200150. Contact the Customer Success team at help@aon3d.com for special pricing.
AquaSys® 120 can be used to produce support structures to match the dimensions and scale of the part being supported. Optimized Ooze Control settings will reduce the likelihood of excess AquaSys® 120 material getting stuck in the part from oozing or stringing. Avoid very high chamber temperatures as AquaSys® 120 may soften and get stuck in the filament feed path.
| Setting | AON M2+ | AON-M2 2020 and AON-M2 |
|---|---|---|
| Extrusion Temperature | 220-250ºC | 220-250ºC |
| Bed Temperature | 95-105ºC | 95-130ºC |
| Chamber Temperature | 60-80ºC | 60-80ºC |
| Print Speed | 30-80 mm/s | 30-80 mm/s |
| Nozzle Size | 0.4-1.20 mm | 0.4-1.20 mm |
| Preferred Build Platform | Garolite G-10 Build Sheet | High-Temperature Build Plate |
First Layer Settings
Very tall or very thin support structures, and support structures with a small first layer area on the bed, require increased first layer adhesion to remain stable throughout the print. Printing a brim around the support structure out of the model material can act as an anchor and improve stability as shown below. Avoid placing less stable support structures over the bolt holes when using the High-Temperature Build Plate.

First layer adhesion can be improved by increasing the Extrusion Temperature or reducing First Layer Speed. First Layer Height and First Layer Width must be balanced with the model material, but a value of 100-150% for both is generally sufficient for AquaSys® 120. Reduce first layer adhesion if you have trouble removing the part and/or you damage the build platform during part removal.
| First Layer Extrusion Temperature | First Layer Speed |
|---|---|
| 240-250ºC | 30-50mm/s |
For more information, see the Build Platform Adhesion guide.
Dual Extrusion and Support
Dual tool printing with AquaSys® 120 requires fine-tuning for optimal printing. AquaSys® 120 breaks down more quickly than most materials when exposed to extrusion temperatures for an extended period. If your model has a large layer size (200x200mm or more), reduce the temperature of the tool to 210ºC while it is idle to avoid clogging the nozzle. Adding a wipe in the Tool Change Script will clean the tool head as it oozes and purges between each layer.
For easy support removal and good support top/bottom contact layer adhesion, set the Upper/Lower Vertical Separation Layer to 0. Using 1 separation layer is not needed when printing AquaSys® 120 support structure. AquaSys® 120 can be dissolved, allowing the distance between the part and support structure to be very close without damaging the part during support structure removal. More than 1 separation layer may risk the supported region of the part to detach and warp.
Design your parts to require little or no support material. Generally, it is better to avoid using any support material at all if the geometry permits it. Surfaces supported by AquaSys® 120 are visible even with 0 Upper/Lower Layer Separation Layers.
For more information, see the Using Supports and Support Materials and Dual Extrusion guides.
Sample Slicer Profiles
The FFF material profiles to print AquaSys® 120 as a support material can be found in the model material page:
Post-Processing
Allow all machine components to reach room temperature before proceeding further. Failure to allow components to cool down will result in thermal injury (burns) to personnel.
AquaSys® 120 parts separate easily from the Garolite G-10, PEI and CF-PEEK build surfaces by hand at room temperature. The use of a spatula can facilitate part removal if needed.
Avoid removing prints while the PEI build sheet is still hot. If not cooled, permanent deformation of the PEI build sheet may occur when removing a large part with a lot of contact area.
Support Removal
Wear protective eyewear and gloves when mechanically removing AquaSys® 120 support structures from prints. AquaSys® 120 can suddenly fracture due to its brittle nature, potentially causing injury to yourself from sharp structures. Sharp edges from cooled AquaSys® 120 stringing and/or oozing may also occur if the filament is hydrated or Ooze Control settings are not dialed in.
We recommend mechanically breaking more accessible and larger support structures away from the model once the print has cooled. Small, harder to reach, and/or support structures that may damage the part if mechanically removed can be immersed in warm water to soften and removed with a small brush or tweezers. The minimum temperature of the water must be at least 35ºC for material dissolution. The use of warm water (70-80ºC) or agitation to the support structures increases the dissolution rate.
More post-processing information of AquaSys® 120 can be found on the manufacturer’s website.
Technical Specifications
For more information on material safety and specific material properties, see the manufacturer’s website
Physical Properties
| Property | Value | Test Method |
|---|---|---|
| Density | 1.32g/cm³ | - |
| 24 hour moisture absorption @ 50% RH and 25 ºC | 0.3% | - |
| Dissolution Rate @ 80 ºC in water | 15 min to dissolve 1cm cube | - |
*All data as reported by IMS Technical Data Sheet as downloaded on 10/6/2020. Print conditions listed on the Technical Data Sheet.
Troubleshooting & Best Practice
Support Structure Adhesion to Model
Inaccurate X and Y tool offset calibration may cause an interference between the model and support structure. Poor model and support structure contact and print quality can be mitigated by improving the relative positions of the two toolheads.

As shown above, the poor relative positioning of the toolheads caused the AquaSys® 120 to be too close to the model material.
The supported area of the part is affected as the toolhead is not able to properly extrude on the support structure.
For more information, see the X and Y Tool Offset Calibration guide.
Additionally, small support structures may have a hard time adhering to the model material, especially on angles due to small contact areas. Increasing the Extra Inflation Distance in the Support Material Generation section will expand support structures beyond the exterior of the part. The inflation will allow the added material to connect to the part.
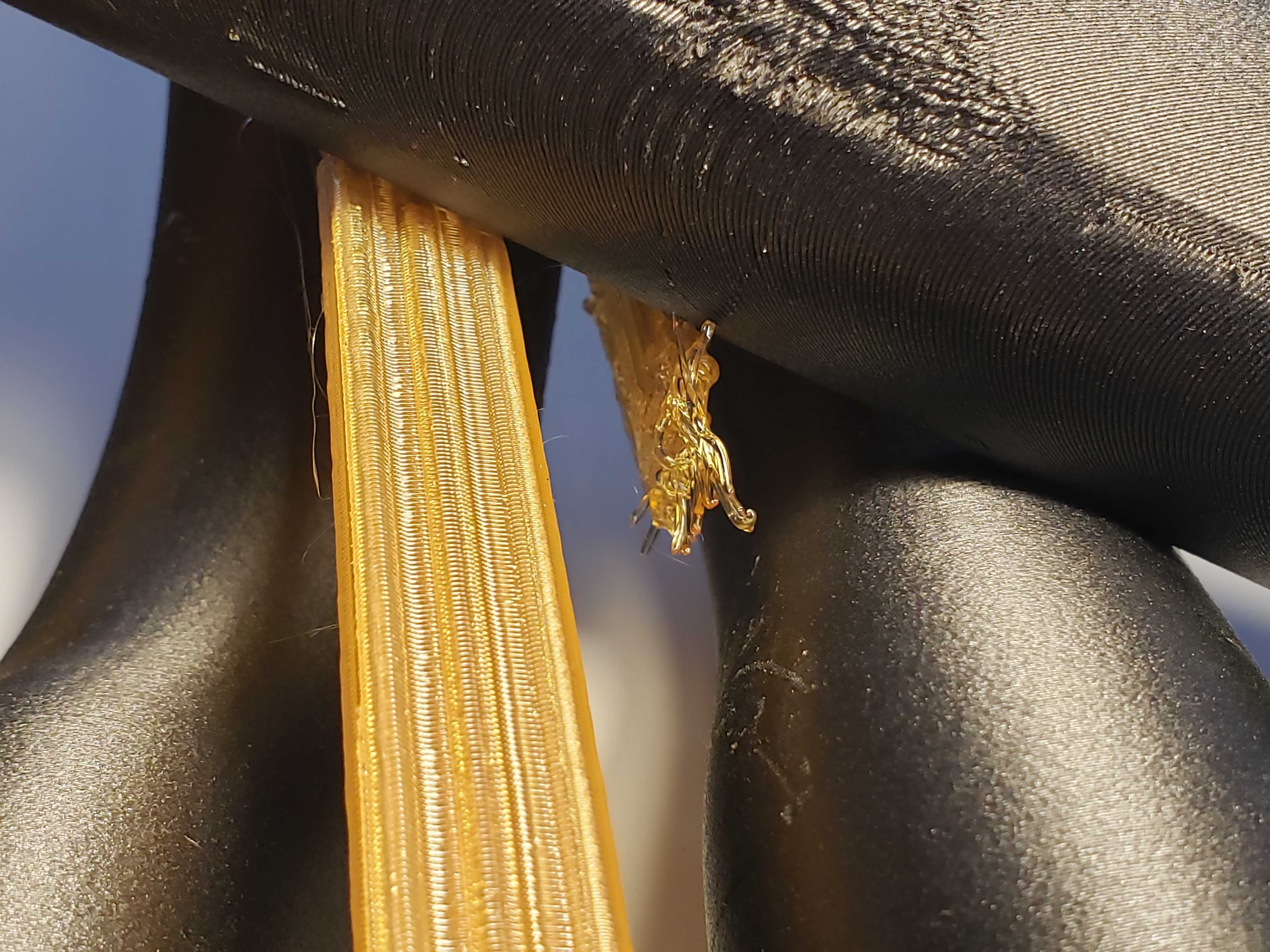
The support structure that initially begins with small contact areas will greatly benefit from an increase in Extra Inflation Distance. As shown above, the AquaSys® 120 begins printing on an angled pipe. The nature of the model causes the support structure to begin with very little contact area. In this case, increasing the Extra Inflation Distance will improve the support structures adhesion to the part.
However, it is common that the print will not fail even if the support structure fails to initially print. Support structures usually accumulate enough over time, providing sufficient support for the part.
Stringing
Drying of AquaSys® 120 is critical for optimal printing performance, but drying requires a long time. The hydrated filament may produce an excessive amount of stringing even if Ooze Control settings have been manipulated. Stringing of the support material may find itself on the side of the model.
If stringing/oozing occurs even when properly dried and fed from a low humidity environment, slightly decrease the Extruder Temperature, increase the Retraction Distance, Coasting Distance, and/or the Retraction Speed.
Follow the drying procedure in the above Moisture Control section.
Nozzle Clogging
AquaSys® 120 is susceptible to material degradation if left in the nozzle at extrusion temperatures for too long. Most commonly occurs when the toolhead idles for extended periods during tool changing. Decrease the support material toolhead to 200ºC for large layer sizes (200x200mm or more) while it is idle to avoid clogging the nozzle.