AON3D Readyprint™ PEKK-A
Readyprint™ Amorphous Polyetherketoneketone (PEKK-A) is a pseudo-amorphous thermoplastic copolymer, commonly used when resistance to extreme environments is required. Produced from Arkema Kepstan®, PEKK-A is easy to print due to its very slow crystallization rate and overall low degree of crystallinity. PEKK-A filament offers good mechanical and insulation properties with high chemical resistance, temperature resistance, flame retardancy, and complies with RoHS & REACH standards.
PEKK-A is often considered as an alternative to aluminum, ideal for the aerospace and automotive industries where high strength-to-weight ratios are important. The amorphous nature of PEKK-A allows for increased interlayer adhesion and internal stress management compared to other semi-crystalline materials. Crystallization-induced shrinkage is drastically reduced, decreasing the likelihood of warping and shrinkage.
Printing Difficulty: Intermediate
PEKK-A can be purchased from AON3D directly by contacting help@aon3d.com.
- Moisture Control
- Build Platform Adhesion
- General Process Settings
- Post-Processing
- Troubleshooting & Best Practice
Moisture Control
Readyprint™ PEKK-A is factory pre-dried and should be installed in the Filament Dry Storage and Feed System prior to printing to prevent moisture uptake and minimize the impact of moisture on the printing process. In ambient air, PEKK-A is extremely susceptible to moisture uptake. Bubbles, popping noises, excessive oozing, and stringing may occur if it has been hydrated, see the Stringing section for more information.
If the filament is hydrated, dry filament at 120ºC for at least 4-6 hours in a convection oven. Ensure drying equipment respects our site requirements to ensure adequate drying performance is achieved. Store filament in air-tight bags or containers alongside silica or zeolite desiccant. Be sure to replace desiccant regularly as its moisture capture ability is exhausted. Properly dry the material before adjusting process parameters to obtain reliable and consistent results. Our Filament Dry Storage and Feed System prevents filament moisture uptake minimizing the impact of moisture on the printing process.
For more information, see the Filament Drying and Moisture Control page.
Build Platform Adhesion
For instructions on how to inspect the AON3D build plates, refer to the Clean Build Platform and Build Chamber procedure for AON M2+ or the Inspect and Clean Build Plates procedure for AON-M2 and AON-M2 2020.
Garolite G-10 Build Sheet
PEKK-A prints best on the Garolite G-10 build sheet due to strong adhesion behavior while at recommended bed temperatures and clean removal once the build sheet is cooled down. The G-10 surface is sensitive to Z offset calibration and scratches or scuffs on the surface. For the best results, use a lower first layer speed, a higher the first layer extrusion temperature, and remove the parts gently after prints are complete to minimize damage on the build surface.
CF-PEEK Sheet
PEKK-A prints well on the CF-PEEK composite plate as it exhibits great adhesion behavior with the highest durability compared to PEI. For best results, ensure that the machine has reached thermal equilibrium before calibrating. If the bed-to-nozzle distance is too small or too large, underextrusion, overextrusion and first layer adhesions issues may occur.
PEI Build Sheet
The PEI build sheet can be used as single-use sheets or with the nano-polymer adhesive as a release agent.
We recommend two methods of printing on the PEI build sheet:
- Using the PEI build sheet as single-use.
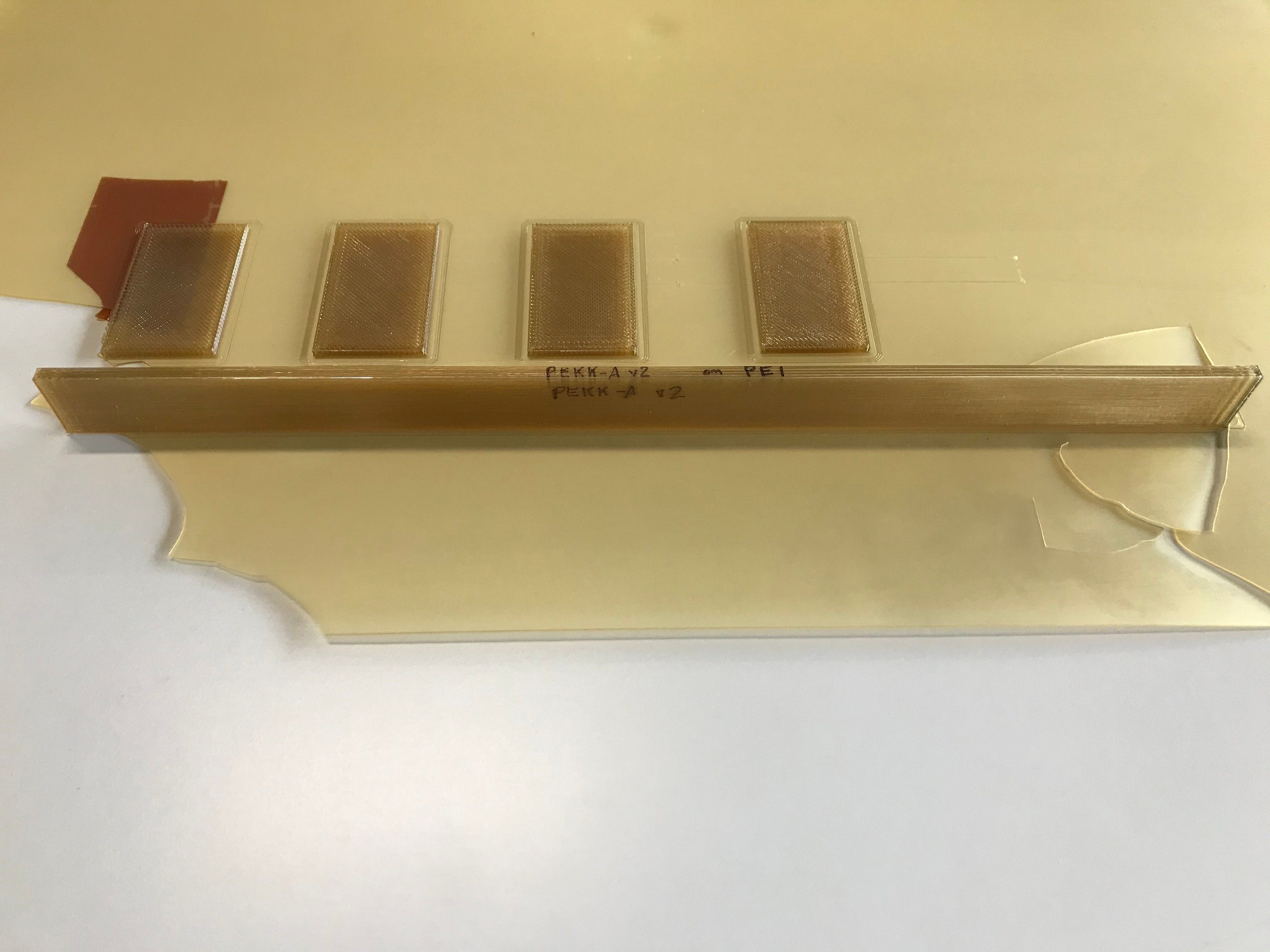
PEKK-A adheres very strongly to PEI build sheets.
Part removal after printing is often difficult to manage as the part and/or the PEI build sheet may get damaged as shown below. The part and the PEI build sheet may fuse, ultimately requiring post-processing to clean the part.
 Large prints and/or warp-prone geometries may be ideal to print directly on the PEI build sheet for single-use applications.
Doing so will ensure that the part does not warp after hours of printing.
The trade-off of a successful print would be the single-use application of the PEI build sheet. Part removal may be difficult and will require post-processing.
Large prints and/or warp-prone geometries may be ideal to print directly on the PEI build sheet for single-use applications.
Doing so will ensure that the part does not warp after hours of printing.
The trade-off of a successful print would be the single-use application of the PEI build sheet. Part removal may be difficult and will require post-processing.
- Using the PEI build sheet multiple times with the use of Nano Polymer Adhesive as a release agent.
The use of Nano Polymer Adhesive facilitates part removal without damaging the part and/or PEI build sheet. A wide brim is recommended to reduce warping for warp-prone geometries due to the decreased first layer adhesion.
General Process Settings
For best results, process settings should be adjusted based on a particular model geometry. If you require process development support, our Applications Engineering team can help! Send us a message at help@aon3d.com to consult with one of our Additive Manufacturing Specialists.
| Setting | AON M2+ |
|---|---|
| Extrusion Temperature | 320-400ºC |
| Bed Temperature | 135-170ºC |
| Chamber Temperature | 120ºC |
| Print Speed | 20-40 mm/s |
| Nozzle Size | 0.4-0.6 mm |
| Preferred Build Platform | Garolite G-10 Build Sheet |
Optimal extrusions are translucent and dark-honey. Stressed extrusions may appear opaque and light-honey. It is ideal to extrude at the lowest temperature in the highest chamber temperature possible. Use a nozzle size of at least 0.40 mm with lower printing speeds between 20-40 mm/s for optimal mechanical properties and print quality. Part warpage and/or deformation may occur if internal stresses are not sufficiently managed; induced stress by polymer shrinkage. Higher extrusion temperatures and moderate printing speeds help the polymer flow more easily, decreasing the accumulation of stress between each layer. Thus, interlayer welding strength increases but polymer degradation may occur from extremely high extrusion temperatures, especially if the printing speed is very slow.
Dual Extrusion and Support
Infinite Material Solutions AquaSys® 180 is a compatible soluble support material for Readyprint™ PEKK-A. Use the CF-PEEK composite plate as it is compatible with both main and support materials.
For general information on using support materials and setting up dual-extrusion printing, see the Using Supports and Support Materials and Dual Extrusion page.
Sample Slicer Profiles
SuperSlicer
All AON3D-validated materials are available in the SuperSlicer configuration bundle. Refer to SuperSlicer Installation and Update to install and update the SuperSlicer software. Follow the instructions to update to the latest version to ensure you have access to all available materials.
Simplify3D®
Simplify3D® sample profiles for Readyprint™ PEKK-A are available in the Downloadable Assets section.
Post-Processing
Allow all machine components to reach room temperature before proceeding further. Failure to allow components to cool down will result in thermal injury (burns) to personnel.
Increasing Crystallinity
Due to the slow crystallization rate of PEKK-A, parts are printed in a pseudo-amorphous state. To increase crystallinity, post-processing parts in an annealing oven is possible but comes with a risk of significant warping.
Troubleshooting & Best Practice
Stringing
High temperatures are needed to optimally print PEKK-A. This makes stringing/oozing a common issue due to these high processing temperatures.
If stringing/oozing occurs even when properly dried and fed from a low humidity environment, slightly decrease the Extruder Temperature, increase the Retraction Distance, Coasting Distance, and/or the Retraction Speed.