Replace Flex Hinge Probe Assemblies
| Model | [•] AON M2+ (CE) | [•] AON M2+ (R-NZ) | [•] AON M2+ | [ ] AON-M2 2020 | [ ] AON-M2 |
| Category | [ ] Preventive | [•] Corrective |
Summary
The procedure that follows gives the instructions on how to replace the AON3D flex hinge probe assemblies found on the AON M2+ and AON M2+ (CE).
Estimated time: 45 minutes
Tools
| Qty | Description | Specification |
|---|---|---|
| 1 | Hex Key | 3 mm |
| 1 | Hex Key | 2.5 mm |
| A/R | Rags | Lint-free |
| A/R | Isopropyl Alcohol | 99% |
Parts Information
| Qty | Part Number | Description |
|---|---|---|
| 2 | F1B068B1 | Flex Hinge Probe Assembly |
Reach out to our Customer Success team at help@aon3d.com for genuine AON3D replacement part(s).
Personal Protective Equipment
| Qty | Description | Minimum Specification |
|---|---|---|
| 1 | Safety Eyewear | ANSI/ISEA Z87.1 |
| 1 | Safety Footwear | N/A |
| A/R | Nitrile Gloves | ISO 2859-1 or ASTM D6319 |
Prepare the Machine
Make sure that there are no prints on the build surface. Remove print(s) before the procedure that follows is started. Failure to do so can cause a collision and cause damage to the machine component(s).
- Unload the filament. Refer to Replace Filament.
- Home XYZ.
- Lower the Z-axis by 100 mm.
- Open the build chamber door.
- Press the E-stop button.
- Turn the power OFF at the ON/OFF switch found on the rear panel of the machine.
-
- For AON M2+ (CE) machines: Disconnect power to the machine from the local supply disconnecting device.
- For AON M2+ (R-NZ) abd AON M2+ machines: Disconnect the main power cord from the receptacle.
- Wait until the build chamber, build platform and hot ends are at room temperature.
Wait until all the machine components are at room temperature before you continue. Some machine components can be hot if the machine was recently used. Failure to do so can cause injuries.
- Remove the heater block assembly. Refer to Replace Heater Block Assemblies.
Remove the Water Cooled Heat Sink
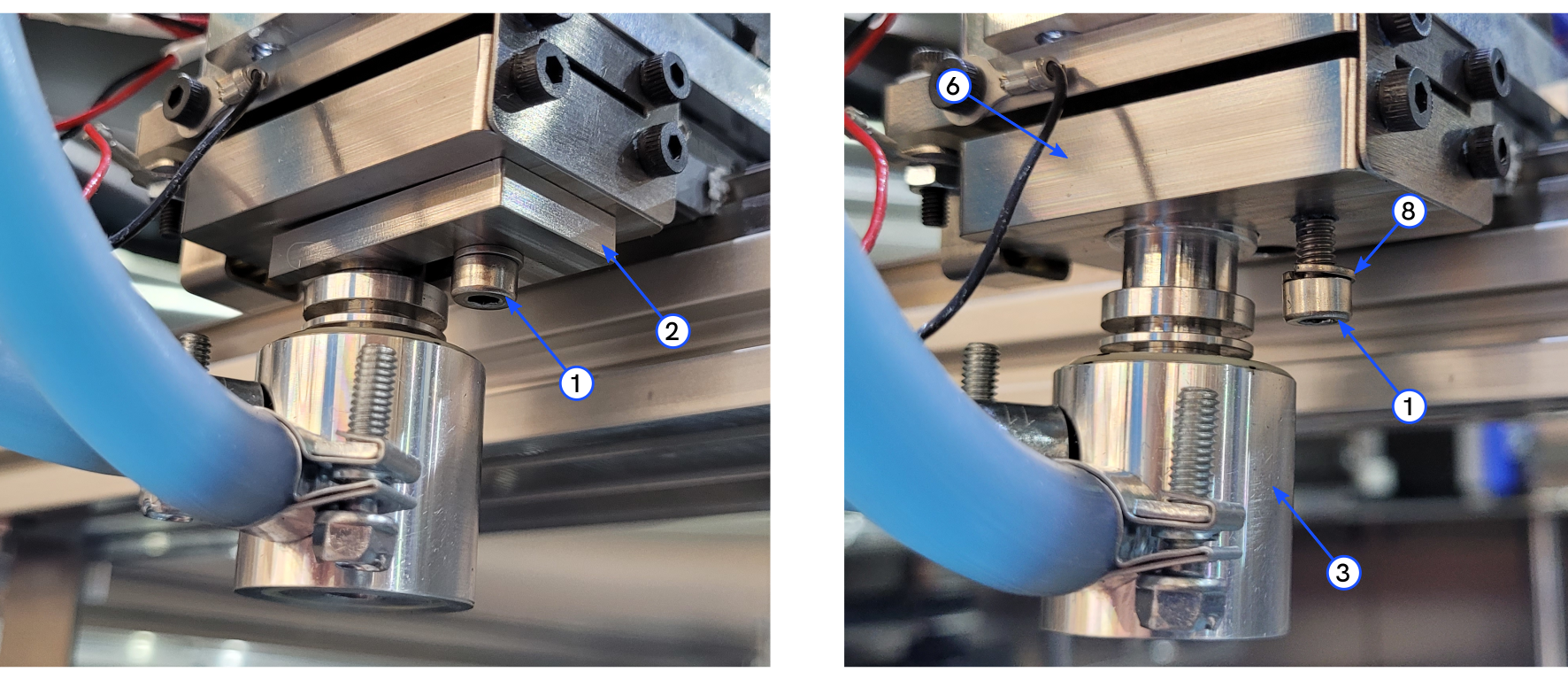
- Use the 3 mm hex key to loosen the hot end clip screw (1) and remove the hot end clip (2).
- Remove the water cooled heat sink (3) from the flex hinge probe assembly (6). Do not disconnect the coolant tubes that are attached to the water cooled heat sink (3).
- Put the water cooled heat sink (3) behind the X-axis gantry, away from the probe assembly.
Remove the Flex Hinge Probe Assembly
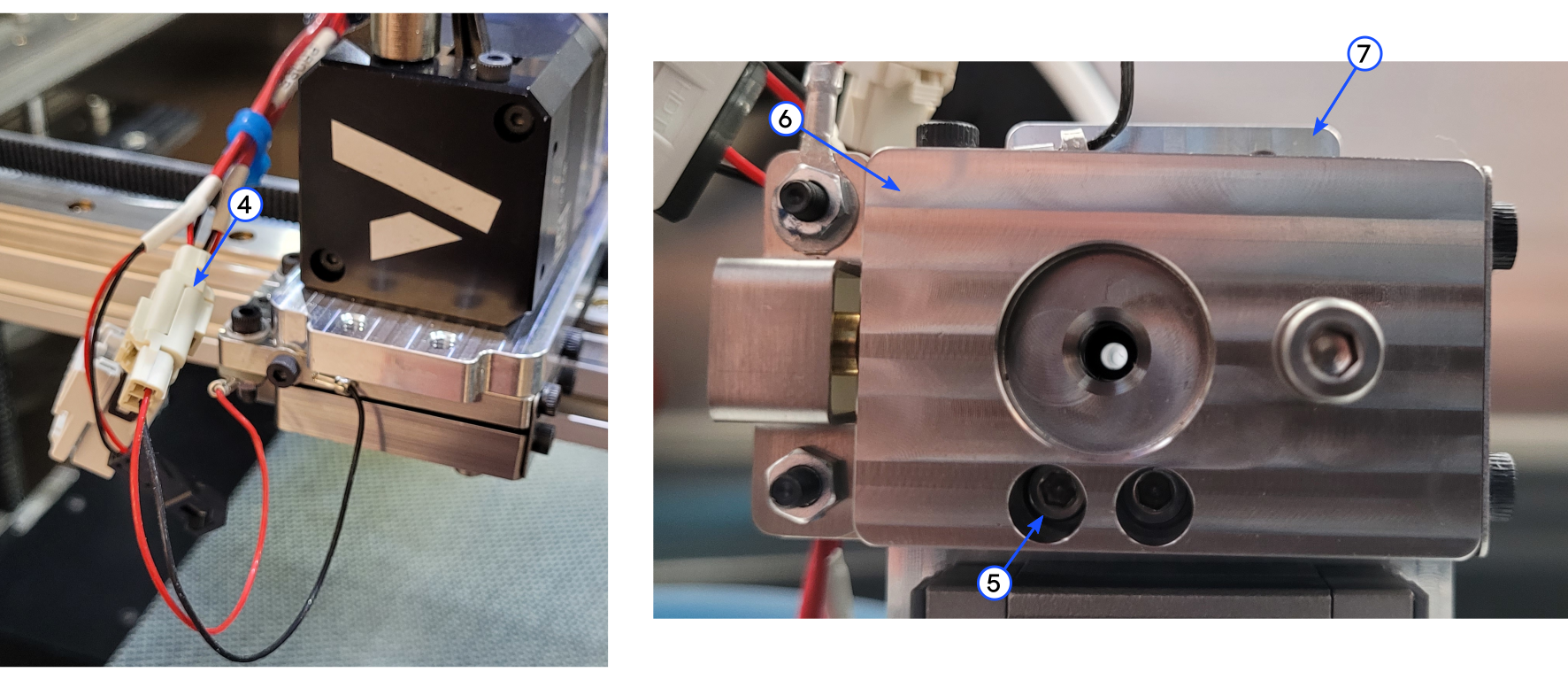
- Disconnect the flex hinge probe assembly wire harness (4)
- Use the 2.5 mm hex key to remove the two screws (5) that hold the flex hinge probe assembly (6) to the toolhead carriage plate (7).
- Remove the the flex hinge probe assembly (6).
Prepare the New Flex Hinge Probe Assembly
- Use the isopropyl alcohol and lint-free rags to clean the toolhead carriage plate (7).
- Let the toolhead carriage plate dry for two minutes.
- Use the isopropyl alcohol and lint-free rags to clean the top of the flex hinge probe assembly (6).
- Let the flex hinge probe assembly dry for two minutes.
Install the New Flex Hinge Probe Assembly
- Put the flex hinge probe assembly (6) into position below the toolhead carriage plate (7).
- Align the two holes in the flex hinge probe assembly (6) with the two holes in the toolhead carriage plate (7).
- Use the 2.5 mm hex key to install the two screws (5) through the two holes found at the rear of top hinge plate and into the two holes found in the toolhead carriage plate (7). Make sure that the two screws are tight.
- Connect the flex hinge probe assembly wire harness (4).
Install the Water Cooled Heat Sink
- Use the isopropyl alcohol and lint-free rags to clean the area of the water cooled heat sink (3) that is put into the bottom hinge plate (6).
- Let the water cooled heat sink dry for two minutes.
- Use the 3 mm hex key to loosen the hot end clip screw (1) and remove the hot end clip (2).
- Install the water cooled heat sink (3) into the flex hinge probe assembly (6).
- Make sure that the water cooled heat sink (3) is correctly installed in the flex hinge probe assembly.
- Install the hot end clip (2) onto the water cooled heat sink (3).
- Make sure that the hot end clip (1) is fully seated on the water cooled heat sink(3).
- Make sure that the two coolant tubes point to the front of the machine.
- Make sure that the top of the heat sink is flush, or below, the top of the bottom flex hinge plate.
- Make sure that the lock washer (8) is between the hot end clip screw (1) and the hot end clip (2).
- Use the 3 mm hex key to tighten the hot end clip screw (1).
Test and Return to Service
- Install the heater block assembly. Refer to Replace Heater Block Assemblies.
- Make sure that you remove all the tools from the build chamber.
- Close the build chamber door.
-
- For AON M2+ (CE) machines: Connect power to the machine from the local supply disconnecting device.
- For AON M2+ (R-NZ) and AON M2+ machines: Connect the main power cord to the receptacle.
- Turn the power ON at the ON/OFF switch found on the rear panel of the machine.
- Release the E-stop button.
- Home XYZ.
- Probe the print surface. Refer to Auto Bed Leveling.
- Load the filament. Refer to Replace Filament.