Inspect Z-Axis Lubrication
| Model | [ ] AON M2+ (CE) | [ ] AON M2+ (R-NZ) | [ ] AON M2+ | [•] AON-M2 2020 | [•] AON-M2 |
| Category | [•] Preventive | [ ] Corrective | |||
| Frequency | [ ] Daily | [•] Weekly | [ ] Monthly | [ ] Yearly | [ ] As Needed |
For instructions on how to inspect the AON M2+ (CE), AON M2+ (R-NZ) and AON M2+ Z-axis linear components, refer to the Inspect Z-Axis Lubrication (M2+) procedure.
Summary
The procedure that follows gives instructions on how to make sure that the Z-axis linear components are correctly lubricated.
Estimated time: 15 minutes
Tools
None required.
Parts Information
None required.
Personal Protective Equipment
| Qty | Description | Minimum Specification |
|---|---|---|
| 1 | Safety Eyewear | ANSI/ISEA Z87.1 |
| A/R | Nitrile Gloves | ISO 2859-1 or ASTM D6319 |
Prepare the Machine
Make sure that there are no prints on the build surface. Remove print(s) before the procedure that follows is started. Failure to do so can cause a collision and cause damage to the machine component(s).
- Home XYZ.
- Lower the Z-axis by 300 mm.
- Push the E-stop button.
- Open the build chamber door.
- Wait until the build chamber, build platform and hot ends are at room temperature.
Inspect Z-Axis Linear Components
Wait until all machine components are at room temperature before you continue. Some machine components can be hot if the machine was recently used. Failure to do so can cause injuries.
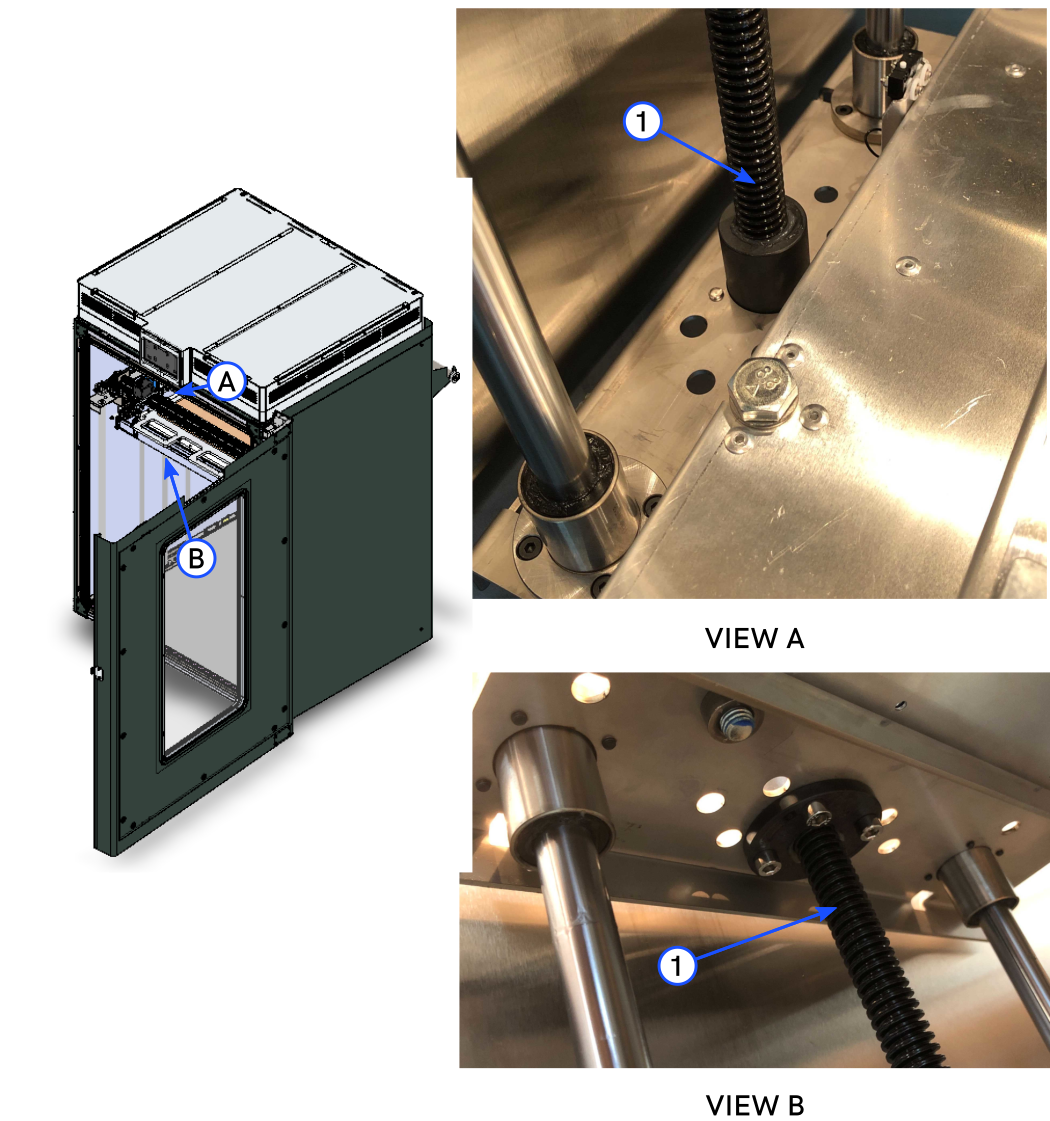
- Make sure that the two Z-axis lead screws (1) are not dry or have unwanted contamination.
- If the lead screws are dry or unwanted contamination, refer to Clean and Lubricate Z-Axis.
- Close the build chamber door.
- Release the E-stop button.
- Do the steps that follow and listen for loud and/or unusual noises:
- Home XYZ.
- Lower the Z-axis by 500 mm.
- Home XYZ.
- If vibrations and/or unusual noises were heard in the step 4, refer to Clean and Lubricate Z-Axis.
Test and Return to Service
- Home XYZ.